

हाई स्पीड पेपर कप बनाने की मशीन
उत्पाद वीडियो
विनिर्देश
| पेपर कप विशिष्टता | 4-16oz (100-450 मिली) (मोल्ड विनिमेय) शीर्ष: 55-90 मिमी ऊंचाई: 60-135 मिमी नीचे: 55-70 मिमी |
| कागज विशिष्टता | 150-350 जीएसएम सिंगल/डबल पीई कोटेड पेपर या पीएलए कोटेड पेपर |
| उत्पादन क्षमता | 120-150 पीसी / मिनट |
| शक्ति का स्रोत | 380V 50HZ / 60HZ 3 चरण |
| औसत शक्ति | 12KW (कुल शक्ति: 18KW) |
| वायु आपूर्ति की आवश्यकता | वायु दाब: 0.5-0.8 एमपीए वायु उत्पादन: 0.4 सीबीएम / मिनट |
| कुल वजन | 3500KG |
| पैकेज का आकार | (एल * डब्ल्यू * एच): 2800*1600*1850mm |
मशीन विवरण
1. पेपर कप के पंखे नीचे खींचे जाएंगे और आगे की ओर धकेले जाएंगे।सीलिंग सतह के 2 किनारों को पहले से गरम करने के बाद, पेपर कप बॉडी स्लीव को अल्ट्रासोनिक द्वारा क्षैतिज बनाने वाले मोल्ड पर सील कर दिया जाएगा।
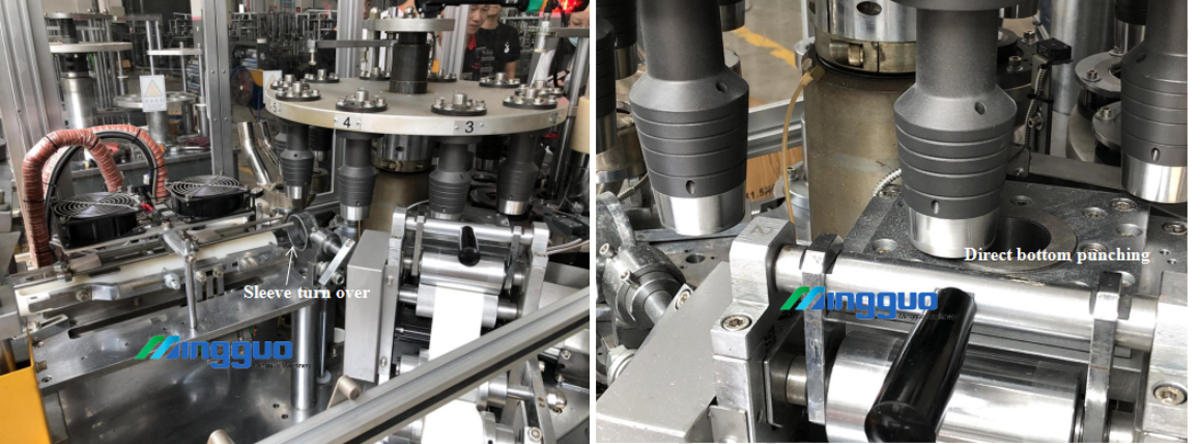
2. सर्वो मोटर द्वारा नियंत्रित डायरेक्ट पेपर कप बॉटम पंचिंग डिवाइस जो अधिक सटीक और पेपर-सेविंग है।
3. नीचे पंच करने के बाद, पेपर कप बॉटम वाले कप मोल्ड्स को पेपर कप बॉडी स्लीव को स्वीकार करने के लिए स्थानांतरित किया जाएगा।आस्तीन को पलट दिया जाएगा और सांचों के माध्यम से जाना होगा।

4. स्लीव और बॉटम वाले सांचों को हॉट एयर गन से दो बार गर्म किया जाएगा।और फिर आस्तीन के अंत को पेपर कप के नीचे से सील करने के लिए तैयार होने के लिए पहले से अंदर की ओर मोड़ा जाएगा।
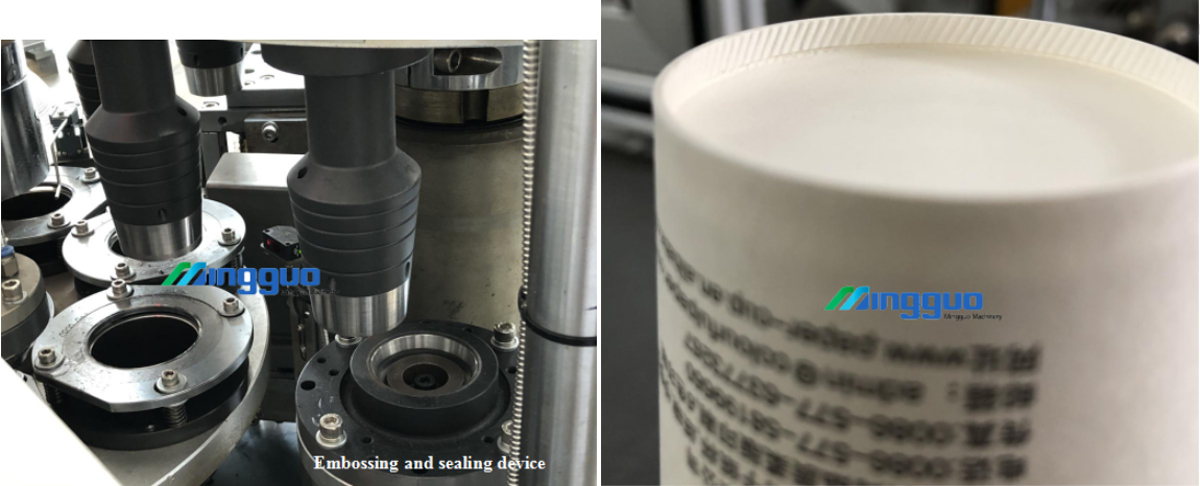
5. दो बार हॉट एयर गन हीटिंग और इनवर्ड प्री-फोल्डिंग के बाद, पेपर कप बॉटम को एम्बॉसिंग और सीलिंग डिवाइस द्वारा पूरी तरह से सील कर दिया जाएगा।फिर अच्छी तरह से बने पेपर कप को दूसरे टर्नटेबल में स्थानांतरित कर दिया जाएगा ताकि शीर्ष कर्लिंग बनाया जा सके।
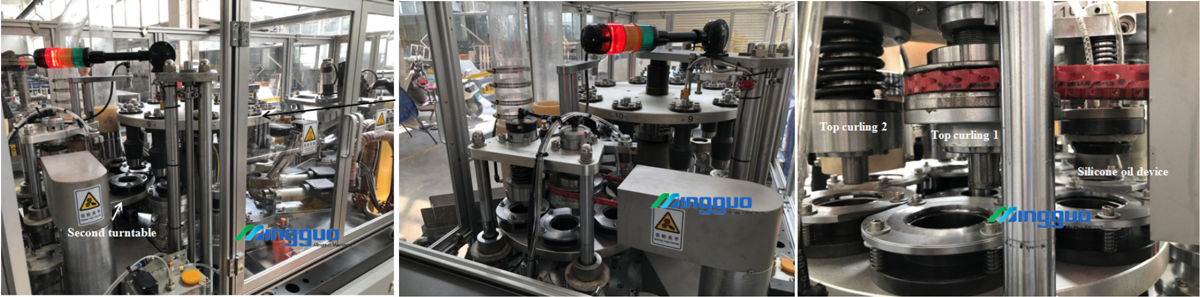
6. शीर्ष कर्लिंग से पहले, फट से बचने के लिए कर्लिंग शीर्ष दबाव को अच्छी तरह से वितरित करने के लिए खाद्य ग्रेड सिलिकॉन तेल द्वारा कप टॉप को सिक्त किया जाएगा, जिससे पेपर कप सौंदर्य डिग्री में सुधार होगा।
7. तेल में नमी होने के बाद कप टॉप दो बार कर्ल हो जाएगा।एक बार कर्लिंग की तुलना में, हाई स्पीड मशीन पर दो बार कर्लिंग अधिक उपयुक्त है जो कप कर्लिंग को अधिक कॉम्पैक्ट और बेहतर दिखने वाला बनाता है।
इस कदम के लिए, एक कप किया जाता है।कपों को ऐक्रेलिक पाइप से संग्रह तालिका में उड़ा दिया जाएगा।प्रत्येक स्टैक मात्रा की गणना की जाएगी।
मशीन के लक्षण
1. गति: 120-150 कप/मिनट
2. यह मशीन खुले प्रकार के आंतरायिक अनुक्रमण कैम तंत्र को अपनाती है।
3. गियर ट्रांसमिशन और ऊर्ध्वाधर अक्ष संरचना विभिन्न कार्यात्मक घटकों के उचित वितरण में योगदान करती है।
4. पूरी मशीन स्वचालित स्प्रे स्नेहन प्रणाली का उपयोग करती है, मशीन भागों के पहनने को कम करती है, बिना किसी रुकावट के लंबे समय तक काम करने के लिए मशीन का समर्थन करती है।
5. पूरे कप बनाने की प्रक्रिया की निगरानी के लिए 1 मशीन पर लगभग 13 सेंसर
6. पेपर कप का शरीर और स्विस (लीस्टर ब्रांड) हीटर द्वारा बंधे कप भाग के नीचे, आसंजन की स्थिरता सुनिश्चित करता है
7. दो बार कर्लिंग, पहला कर्लिंग घुमा रहा है, दूसरा स्टीरियोटाइप को गर्म कर रहा है, जो पेपर कप, कप मुंह की सुंदरता और पेपर कप आकार स्थिरता की ताकत में सुधार करता है।
8. कप बनाने में पीएलसी और टच स्क्रीन नियंत्रण का उपयोग किया जाता है, पूरी विफलता नियंत्रण प्रक्रिया में फोटोइलेक्ट्रिक आंख को अपनाया जाता है।
9. सर्वो मोटर पेपर फीडिंग उपकरण स्थिरता में सुधार करता है, तेजी से स्थिर चलने को प्राप्त करता है, स्वचालित गलती को रोकता है और बड़े पैमाने पर श्रम लागत को कम करता है
उत्पादन क्षमता
1. प्रति शिफ्ट 60,000 कप तक उत्पादन उत्पादन (8 घंटे)
2. सामान्य उत्पादन के तहत पास का प्रतिशत 99% से अधिक है
3. एक ऑपरेटर एक ही समय में कई मशीनों को संभाल सकता है
उत्पाद श्रेणियां


- दूरभाष: +86 15858839222
- झेंग सोंग रोड #529, वानक्वान टाउन, पिंगयांग सिटी, वानजाउ, झेजियांग प्रांत, चीन
- zoe@feidamachine.cn



